
























































一、好適米へのこだわり
 兵庫県産の「山田錦」をメインに、富山県産の「雄山錦」、岐阜県産「ひだほまれ」など、厳選した酒造好適米を中心に使用します。
兵庫県産の「山田錦」をメインに、富山県産の「雄山錦」、岐阜県産「ひだほまれ」など、厳選した酒造好適米を中心に使用します。農家から、直接買い付けることで、米の出来や状態を見極め、優れた品質の米だけを仕入れます。
酒造米はすべて自社精米します。
精米は、年毎に米の作況が変化することに加え、米そのものの特徴を把握し、丹念に磨かなければ、醴泉が求める味わいを生み出せません。
自社で精米することで、一粒一粒の酒造米を、完璧に同一の磨きに仕上げていくのです。
山田錦の中でも最上級の特A山田錦
「酒造りは米作りから」と言われるように、良い米が良い酒を造るうえで非常に重要です。
最高峰の酒造好適米である山田錦の栽培を東条地域では、全地域が「特A地域」として認定されており、その優れた土壌を生かした栽培を行っています。
その特A地域の中でも最高の品質を誇るのが「加東市東条町」の山田錦。玉泉堂では「フロンティア東条21」という会を、日本でも名だたる蔵元と立ち上げ加東市東条町の山田錦をアピールをしています。
 フロンティア東条21 会員蔵元
フロンティア東条21 会員蔵元
「義侠」 山忠本家酒造/「磯自慢」 磯自慢酒造/「初亀」 初亀醸造
「松の司」 松瀬酒造/「十四代」 高木酒造/「美丈夫」 濱川商店
「飛露喜」 廣木酒造本店/「明鏡止水」 大澤酒造/「黒龍」 黒龍酒造
「東洋美人」 澄川酒造場/「醴泉」 玉泉堂酒造
「酒造りは米作りから」と言われるように、良い米が良い酒を造るうえで非常に重要です。
最高峰の酒造好適米である山田錦の栽培を東条地域では、全地域が「特A地域」として認定されており、その優れた土壌を生かした栽培を行っています。
その特A地域の中でも最高の品質を誇るのが「加東市東条町」の山田錦。玉泉堂では「フロンティア東条21」という会を、日本でも名だたる蔵元と立ち上げ加東市東条町の山田錦をアピールをしています。
フロンティア東条21 会員蔵元「義侠」 山忠本家酒造/「磯自慢」 磯自慢酒造/「初亀」 初亀醸造
「松の司」 松瀬酒造/「十四代」 高木酒造/「美丈夫」 濱川商店
「飛露喜」 廣木酒造本店/「明鏡止水」 大澤酒造/「黒龍」 黒龍酒造
「東洋美人」 澄川酒造場/「醴泉」 玉泉堂酒造
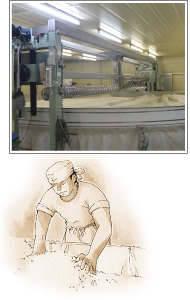
二、洗米・吸水へのこだわり
 いい蒸米を出すためには、蒸す前の水分調整が重要です。
いい蒸米を出すためには、蒸す前の水分調整が重要です。玉泉堂では、モデリングしたコンピュータ制御の機械を独自に開発。これにより、蔵人による手洗い方法の白米と同様のものが得ることができ、全ての特定名称酒造りに理想的な蒸米を出すことができる様になりました。
純米大吟醸、大吟醸については、蔵人による手洗い方法をおこなっております。
杜氏が洗米を指揮し、理想的な蒸米を得るために、白米の水分調整をいたします。まさに、秒刻みの作業で、集中力と感が頼りです。
三、蒸米へのこだわり
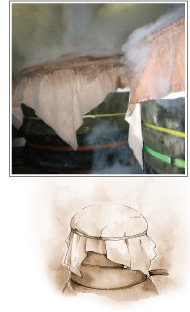 酒屋では、「一麹、二もと、三造り」と云われます。
酒屋では、「一麹、二もと、三造り」と云われます。その前段階である「蒸し」は全ての作業の良し悪しを決定するほど重要な工程です。
玉泉堂では、大量作業に適した連続蒸米機をあえて廃止、甑(こしき)と呼ばれる旧式の蒸気甑に切り替えました。
蒸気甑に米の間から蒸気が出てきた所へ約20kgづつ米を入れていき、23回繰り返していくことを抜け掛けといいます。
非常に手間の掛かる行程ですが、米の重みで下の米をつぶさず、また蒸気を全体に回すことで、均一がとれた手触りの良い、ふっくらとした蒸米が得られるのです。
四、麹作りへのこだわり
 麹(こうじ)作りは、日本酒において最も重要な作業です。
麹(こうじ)作りは、日本酒において最も重要な作業です。玉泉堂では、回転型製麹機を導入して特定名称酒の本仕込み用の麹作り、床麹法による酒母用の麹作り、また蓋麹法による大吟醸・純米大吟醸の本仕込み用の麹作りを、仕込む酒質に応じて使い分けています。
麹作りは、麹室(こうじむろ)と呼ばれる室温30度の部屋で、麹屋(こうじや)とよばれる専属の蔵人により約2日間かけて行われます。
それを、仕込み期間中、毎日繰り返し、仕込み本数すべての麹を作り続けるのです。
五、仕込みへのこだわり
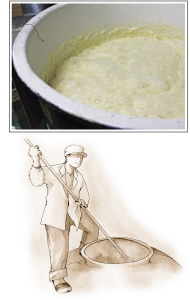 酵母は、「昔、呑んだ酒がとても旨く感じた時の酒の香り」をイメージ。
酵母は、「昔、呑んだ酒がとても旨く感じた時の酒の香り」をイメージ。時代に流されること無く、協会9号系のクラシックな香りを放つ酵母を主体にし酒造りを行っています。
仕込んだ後のもろみ管理を考え、蒸米の”老化”を充分におこなってから、蒸米を仕込みタンクに投入します。
その為、当社の特定名称酒全般に、味わいのキレイな酒が特徴となっています。
仕込んでから搾るまでの「もろみ期間中」は、まるで“赤ちゃんを育てる”ようです。寒い日には、タンクに巻物をして品温の降下を防ぎ、暖かく品温が急上昇した時には、もろみが暑がらないようにタンクを冷やします。
もろみの状態を観察しながら、細心の注意を払い、良い酒になるように育て上げます。
六、品質管理へのこだわり
 お酒にとって過酷な火入回数を1度きりにする為と、日本酒本来の姿を大切にし、酒本来の旨さをお届けしたいという思いから、出来上がった特定名称酒すべてを、”瓶囲い貯蔵”という方法で管理しています。
お酒にとって過酷な火入回数を1度きりにする為と、日本酒本来の姿を大切にし、酒本来の旨さをお届けしたいという思いから、出来上がった特定名称酒すべてを、”瓶囲い貯蔵”という方法で管理しています。また、特定の商品については、“瓶燗”と呼ばれる昔ながらの、手間のかかる方法で火入れを行います。
その方法で処理できる1日あたりの本数は僅か600本程度です。
通常の充填ライン殺菌で行えば約10倍の6,000本処理出来きます。
それだけ、瓶燗により処理した酒は、その後の貯蔵熟成に良い状況を生み出します。
瓶容器のまま大形冷蔵庫で“熟成”させ、酒の味わいが“花開く”頃合を見極めてゆきます。
▲天領(てんりょう)
天涼 本醸造 生貯蔵酒 300ml/720ml
天涼 本醸造 生貯蔵酒 300ml/720ml
▲初緑(はつみどり)
純米吟醸 夏 720ml
純米吟醸 夏 720ml
▲山車(さんしゃ)
純米吟醸 花酵母造り あべりあの花 720ml/1800ml
純米吟醸 花酵母造り あべりあの花 720ml/1800ml
▲天領(てんりょう)
どぶろく 260ml/640ml
どぶろく 260ml/640ml
▲白真弓(しらまゆみ)
とろーりにごり原酒 720ml
とろーりにごり原酒 720ml
▲飛騨高山麦酒(ひだたかやまばくしゅ)
爽快3本セット 500ml×3本
爽快3本セット 500ml×3本